Этот тонкий
слой, кроме антифрикционных свойств, должен обладать высокой износостойкостью,
да и внешний вид иметь соответствующий.
Как показала практика, подобные
требования вполне удовлетворяет покрытие хромом или сплавами на его основе.
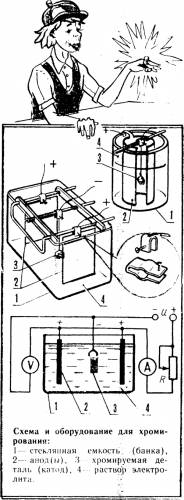
Хорошие результаты позволяет получить, в частности, гальваностегия -
электрохимический процесс покрытия деталей в гальванической ванне, заполненной,
например, разбавленным сульфатным электролитом. В качестве ванны может быть
использована любая стеклянная емкость (скажем, банка) подходящего размера, чтобы
хромируемый предмет свободно в ней размещался и при этом не находился бы слишком
близко от анодных пластин. Электролит же рекомендуется следующего состава:
CrО3 - 150 г/л и H2SO4 - 1,5 г/л.
Готовить
его предпочтительнее на дистиллированной воде. Можно применять и водопроводную,
но только после кипячения и отстоя.
В любом случае воду нагревают до 60—70°С
и в 2/3 объема растворяют СгОз. Затем доливают воду и
перемешивают.
Желательно провести анализ раствора на содержание в нем ионов
SO4, поскольку в двуокиси хрома (особенно в технической) они
присутствуют обычно в виде примесей. В противном случае трудно будет
рассчитывать на высококачественное покрытие в силу того, что добиться требуемой
концентрации ионов SO4 в электролите, когда в него "на глазок”
вливается серная кислота, крайне сложно.
После добавления необходимого
количества HrSO4 электролит необходимо "проработать”. Операция эта проводится
при температуре 45 - 50°С. Катодная плотность тока - от 4 до 6 А/дм2.
Время проработки – 4-6 ч, что вполне достаточно для накопления в растворе
требуемого количества ионов Cr. Электролит при этом меняет окраску от
темно-красной до темно-коричневой. В качестве катода здесь используется стальная
пластинка. Анод же выполняется из свинца.
За проработкой идет процесс
отстаивания электролита. И лишь через сутки можно приступать к пробному
хромированию. Электролит нагревают до 50-52°С, выдерживают при этой температуре
2-3 часа. Затем завешивают пробную деталь (обычно латунную). Особенность здесь
та, что завешивание латунных, а равно и алюминиевых деталей проводится только
под током.
Пробное хромирование обычно ведут час, после чего идет непременно
проверка качества покрытия. Прежде всего визуально. Главные критерии —
мелкокристаллическая структура хромовых осадков, равномерность покрытия.
Кристаллики должны быть блестящими, не "молочными”. А механические свойства
покрытия таковы, что если взять инструмент из быстрорежущей стали и попытаться,
не продавливая нанесенного слоя, процарапать им отхромированную поверхность,
никакого следа на последней не останется. Ну а если покрытие получилось мягким,
необходимо провести дополнительную проработку электролита в течение двух часов.
Естественно, с последующим повторным пробным хромированием детали.
Опыт
свидетельствует: для подбора наилучших параметров хромирования (плотности,
температуры) практически не обойтись без 5-6 пробных покрытий с длительностью
каждого процесса 30-40 минут. Желательно, чтобы пробы эти делались для разных
режимов, позволяя быстрее выходить на оптимальный вариант.
Каждый здесь
убеждается: всякой конструкции оправки соответствует строго своя, оптимальная
плотность тока. Для гильз ДВС, 1,5 см3, например, она составляет 45
А/дм2 при температуре 50°С. Скорость осаждения чистого хрома при
таком режиме примерно 0,04 мм/ч.
После хромирования гильзы подлежат
обязательному кипячению в течение 1-1,5 ч в большом объеме (2-3 л) воды, лучше
дистиллированной. Затем их на 2-3 часа помещают в сушильный шкаф, где в это
время поддерживается температура 120-130°С. Последнее важно для гильз - из БрБ-2
и алюминиевых сплавов. И особенно - для стальных деталей: поршневых пальцев,
коленвалов, золотников.
По окончании хромирования следует обычно механическая
обработка, шлифование и окончательная доводка детали (изделия).